

Штанцање метала је процес који користи машине за штанцање и алате за масовну производњу. Прецизнији је, бржи, стабилнији и јефтинији по јединичној цени од ласерског сечења и савијања помоћу машина за савијање. Наравно, прво морате узети у обзир трошкове алата.
Према подели, штанцање метала се дели на обичноШтанцање,Дубоко цртањеиNCT udaranje.
Слика 1: Један угао радионице за штанцање HY Metals
Метално штанцање има карактеристике велике брзине и прецизности. Толеранција сечења штанцања може достићи ±0,05 мм или боље, толеранција савијања штанцања може бити ±0,1 мм или боље.


Дизајн алата за штанцање
Биће вам потребан алат за штанцање да бисте направили делове када је количина серије већа од 5000 комада или када је скупа производња помоћу машине за ласерско сечење и савијање.
Тим инжењера компаније HY Metals ће анализирати ваш метални део и дизајнирати најбољи алат за штанцање према вашим цртежима производа и вашем буџету.
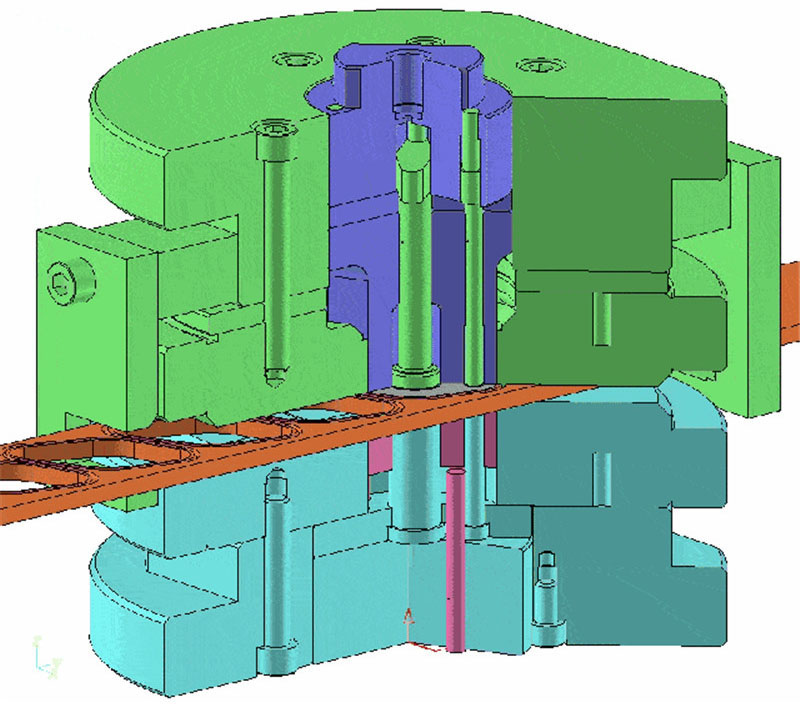
Слика 2: Имамо јаку инжењерску подршку за дизајн калупа
Може бити прогресивна матрица или серија појединачних матрица за бушење, што зависи од структуре, количине, времена испоруке и цене коју желите.
Прогресивни калуп је калуп за континуирано штанцање који може да заврши све или више процеса истовремено. Можда ће вам бити потребан само један сет прогресивних калупа да бисте добили готов део.
Слика 3: Ово је пример једноставног прогресивног калупа, сечења и савијања једном.
Једноструки алат за бушење је корак-по-корак процес штанцања. Може да садржи алате за сечење за штанцање и неколико алата за савијање за штанцање.
Алати са једним бушењем су лакши за машинску обраду и обично јефтинији од прогресивних алата. Али су спорији за масовну производњу и штанцани делови ће имати вишу јединичну цену.
Штанцање и сечење
Обично је сечење штанцањем први корак у сечењу рупа или облика.
Сечење алатима за штанцање је много брже и јефтиније од ласерског сечења.
Штанцање и обликовање
За неке конкавне и конвексне структуре или ребра за неке делове од лима, биће нам потребан алат за штанцање да бисмо их обликовали.
Штанцање и савијање
Савијање штанцањем је такође јефтиније и брже од машина за савијање. Али је погодно само за делове са сложеном структуром и малим димензијама као што је 300 мм * 300 мм. Јер када је величина савијања већа, трошкови алата ће бити већи.
Зато понекад, за делове велике величине и велике количине, пројектујемо само алате за штанцање и сечење, без алата за савијање. Делове ћемо савијати само машинама за савијање.
Имамо 5 професионалних инжењера за дизајн алата који ће вам пружити најбоља решења за ваше делове за штанцање метала.


Слика4: Складиште алата за штанцање HY Metals
Имамо више од 20 комплета машина за штанцање и пробијање од 10T до 1200T за штанцање метала. Направили смо стотине калупа за штанцање у сопственој компанији и сваке године штанцамо милионе прецизних металних делова за купце широм света.
Слика 5: Неки штанцани делови од HY метала
Зато понекад, за делове велике величине и велике количине, пројектујемо само алате за штанцање и сечење, без алата за савијање. Делове ћемо савијати само машинама за савијање.
Имамо 5 професионалних инжењера за дизајн алата који ће вам пружити најбоља решења за ваше делове за штанцање метала.

Слика 6: Дубоко цртање и штанцање бакарних делова
Ово је део за дубоко извлачење и штанцање бакра.
За овај део смо пројектовали укупно 7 комплета алата за једноструко бушење, укључујући 3 комплета алата за дубоко цртање за обликовање и 4 алата за штанцање за сечење и савијање.
Слика 7: Неки NCT производи са перфорацијом од HY Metals

NCT бушење
НЦТ бушач је скраћеница од Нумеричка контролисана куполна бушачка преса, позната и као Серво бушач, која се изводи аутоматском машином са индустријским системом управљања.
НЦТ бушење је такође врста процеса хладног штанцања. Обично се користи за сечење неких мрежастих рупа или неких ОБ рупа.
За делове од лима са пуно рупа, NCT пробијање ће бити боља опција са јефтинијом ценом и већом брзином од ласерског сечења.
И знамо да ће ласерско сечење довести до извесне деформације услед топлоте.
НЦТ бушење је хладан поступак који неће довести до топлотне деформације и одржаваће лимену плочу бољом равношћу.