

Прилагођени прецизни CNC обрађени титанијумски делови са обртом у куцању



Тешкоће уЦНЦобрада и анодизација делова од легуре титанијума
CNC обрадаЛегуре титанијума представљају јединствен скуп изазова због својствених својстава материјала. Титанијум је познат по високом односу чврстоће и тежине, отпорности на корозију и биокомпатибилности, што га чини популарним избором за ваздухопловну, медицинску и аутомобилску индустрију. Међутим, исте ове карактеристике такође компликују процес обраде.
Изазови обраде
1. Трошење алата:Познато је да су легуре титанијума абразивне, што узрокујебрзо хабање алатаВисока чврстоћа титанијума значи да алати за резање морају бити направљени од напредних материјала као што су карбиди или керамика како би издржали напрезања. Чак и са овим материјалима, век трајања алата може бити знатно краћи него код обраде мекших метала.
2. Топлота:Титанијум има ниску топлотну проводљивост, што значи да се топлота генерисана током обраде не расипа тако брзо. То узрокује термичку деформацију радног предмета и алата за сечење, што резултира лошом завршном обрадом површине и димензионалним нетачностима. Ефикасне стратегије хлађења, као што је употреба система за хлађење под високим притиском, кључне су за ублажавање овог проблема.
3. Формирање чипа:Начин на који се титанијумски чипови формирају током обраде такође може изазвати проблеме. За разлику од мекших метала који производе континуиране чипове, титанијум обично производи кратке, фине чипове који се могу запетљати са алатом или радним предметом, што додатно компликује процес обраде.
4. Параметри обраде:Избор исправне брзине резања, брзине помака и дубине резања је кључан. Превише агресивни параметри могу довести до квара алата, док превише конзервативна подешавања могу резултирати неефикасном обрадом и повећањем времена производње. Проналажење најбоље равнотеже захтева опсежно искуство и тестирање.
5. Држање радног предмета:Титанијум има низак модул еластичности, што значи да ће се деформисати под притиском, што отежава држање радног предмета. Често су потребни специјализовани уређаји и методе стезања како би се осигурала стабилност делова током обраде, што може повећати сложеност и трошкове процеса.
Изазов анодизирања
ПослеЦНЦКада је машинска обрада завршена, анодизирање легуре титанијума додатно компликује процес производње.Анодизирањеје електрохемијски процес који побољшава отпорност на корозију и пружа лепу завршну обраду. Међутим, анодизација титанијума долази са својим скупом потешкоћа.
1. Припрема површине:Површина титанијума мора бити пажљиво припремљена пре анодирања. Било који загађивач, попут уља или остатака обраде, може проузроковати лоше пријањање анодизираног слоја. Ово често захтева додатне процесе чишћења, као што су ултразвучно чишћење или хемијско нагризање, што повећава време производње и трошкове.
2. Контрола процеса анодизирања:Процес анодирања титанијума је осетљив на различите параметре, укључујући напон, температуру и састав електролита. Постизање једноличног анодизираног слоја захтева прецизну контролу ових варијабли. Варијације могу довести до неконзистентне боје и дебљине, што је неприхватљиво у високопрецизним применама.
3. Конзистентност боје:Анодизирани титанијум може произвести низ боја у зависности од дебљине анодизираног слоја. Међутим, постизање конзистентне боје на више делова може бити изазовно због варијација у завршној обради површине и дебљини. Ова недоследност може бити проблематична за примене где је естетска уједначеност критична.
4. Пост-анодизирајући третман:Након анодирања, могу бити потребни додатни третмани како би се побољшале перформансе анодизираног слоја. То може укључивати процесе заптивања, што може додатно искомпликовати ток рада и повећати време производње.
Закључно
ЦНЦ обрада и накнадна анодизација легура титанијума су сложени процеси који захтевају специјализовано знање, опрему и технологију. Изазови везани за обраду, као што су хабање алата, стварање топлоте и формирање струготине, заједно са сложеношћу анодизације, наглашавају потребу за пажљивим планирањем и извршењем. Како потражња за високоперформансним компонентама од титанијума наставља да расте у свим индустријама, превазилажење ових потешкоћа је кључно за произвођаче који желе да испуне строге стандарде квалитета и перформанси.
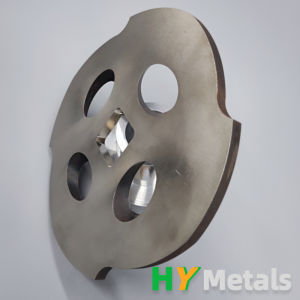
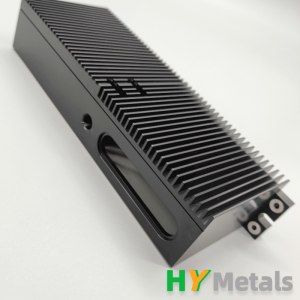
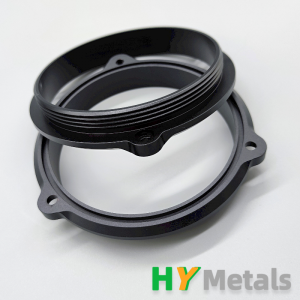
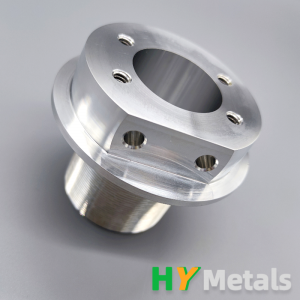
ХИ Металс је стручњак за ЦНЦ обраду са више од 14 година искуства, обрадили смо много титанијумских делова са високом прецизношћу и добрим квалитетом.
Ево неких нових долазакаCNC обрађени титанијумски деловипроизведено од стране HY Metals.
HY Металиобезбедитиједнократна интерна адресауслуге израде по мери укључујућиизрада лима иCNC обрада, 14 година искуства и8 објеката у потпуном власништву.
ОдличноКвалитетконтрола,кратакпреокрет,одличнокомуникација.
Пошаљите свој захтев за понуду садетаљни цртежиданас. Понудићемо вам што пре.
ВиЧет:на09260838
Реци:+86 15815874097
Имејл:susanx@hymetalproducts.com
-
ЦНЦ обрада нерђајућег челика 17-7 PH: Најбоље ...
-
Прилагођени ЦНЦ машински прототип хладњака од алуминијума...
-

Прилагођени високо прецизни ЦНЦ стругани делови стружењем ...
-

Прилагођени CNC обрађени алуминијумски делови са сан ...
-

Услуге високопрецизне ЦНЦ обраде PEEK машине...
-
Високо прецизни CNC стругани алуминијумски део са ...
-
Високо прецизни ЦНЦ стругарски делови са машински обрађеним ...
-
Високо прецизни прилагођени ЦНЦ глодани алуминијумски делови